Moulage sous Pression Zamak : Guide Technique Complet
Alliages de zinc, procédé à chambre chaude, propriétés mécaniques et applications industrielles
Qu’est-ce que le zamak ?
Le zamak est une famille d’alliages à base de zinc composés principalement de zinc, aluminium, magnésium et cuivre. Le nom dérive des mots allemands : Zink (Zinc), Aluminium, Magnesium, Kupfer (Cuivre).
Ces alliages sont spécifiquement conçus pour le moulage sous pression, offrant une excellente fluidité, une stabilité dimensionnelle et un état de surface remarquables. Le zamak produit des composants de haute précision avec des tolérances de 0,05 mm directement depuis le moule, avec un usinage secondaire minimal.
Origine et composition
Le nom Zamak est un acronyme des mots allemands de ses composants principaux : Zink (zinc), Aluminium (aluminium), Magnesium (magnésium) et Kupfer (cuivre). L’alliage est composé de 94 à 96 % de zinc de haute pureté (99,99 %), avec des ajouts contrôlés d’aluminium (3,5–4,3 %), de magnésium (0,02–0,06 %) et de cuivre (0–3 % selon le grade). Cette composition confère au zamak des propriétés mécaniques exceptionnelles pour le moulage sous pression.
Le zamak a été développé dans les années 1930 par la New Jersey Zinc Company comme alternative aux alliages de zinc disponibles à l’époque, qui souffraient de corrosion intergranulaire due aux impuretés. L’utilisation de zinc de haute pureté a résolu ce problème, rendant les alliages zamak stables dans le temps et adaptés aux composants structurels.
Aujourd’hui, le zamak est l’alliage le plus moulé sous pression au monde après l’aluminium. Chez Micrometal, nous sommes spécialisés dans le moulage sous pression zamak à chambre chaude depuis 1991. Avec plus de 30 ans d’expérience, 11 presses et une capacité de production de 75 000 kg par mois, nous accompagnons nos clients de la conception à la production en série.
Propriétés clés
Les caractéristiques qui font du zamak un matériau idéal pour le moulage sous pression industriel :
- Point de fusion bas (380–420 °C) — environ 260 °C de moins que l’aluminium, avec des économies d’énergie de 30 %
- Excellente fluidité — permet de remplir des cavités à parois minces jusqu’à 0,3 mm
- Précision dimensionnelle — tolérances de ±0,05 mm sans usinage secondaire
- Finition de surface supérieure — Ra 0,8–1,6 µm directement depuis le moule
- Résistance mécanique — de 280 MPa (ZP3) à 374 MPa (ZP2), comparable à de nombreux aciers doux
- Recyclabilité totale — le zamak est recyclable à 100 % sans perte de propriétés
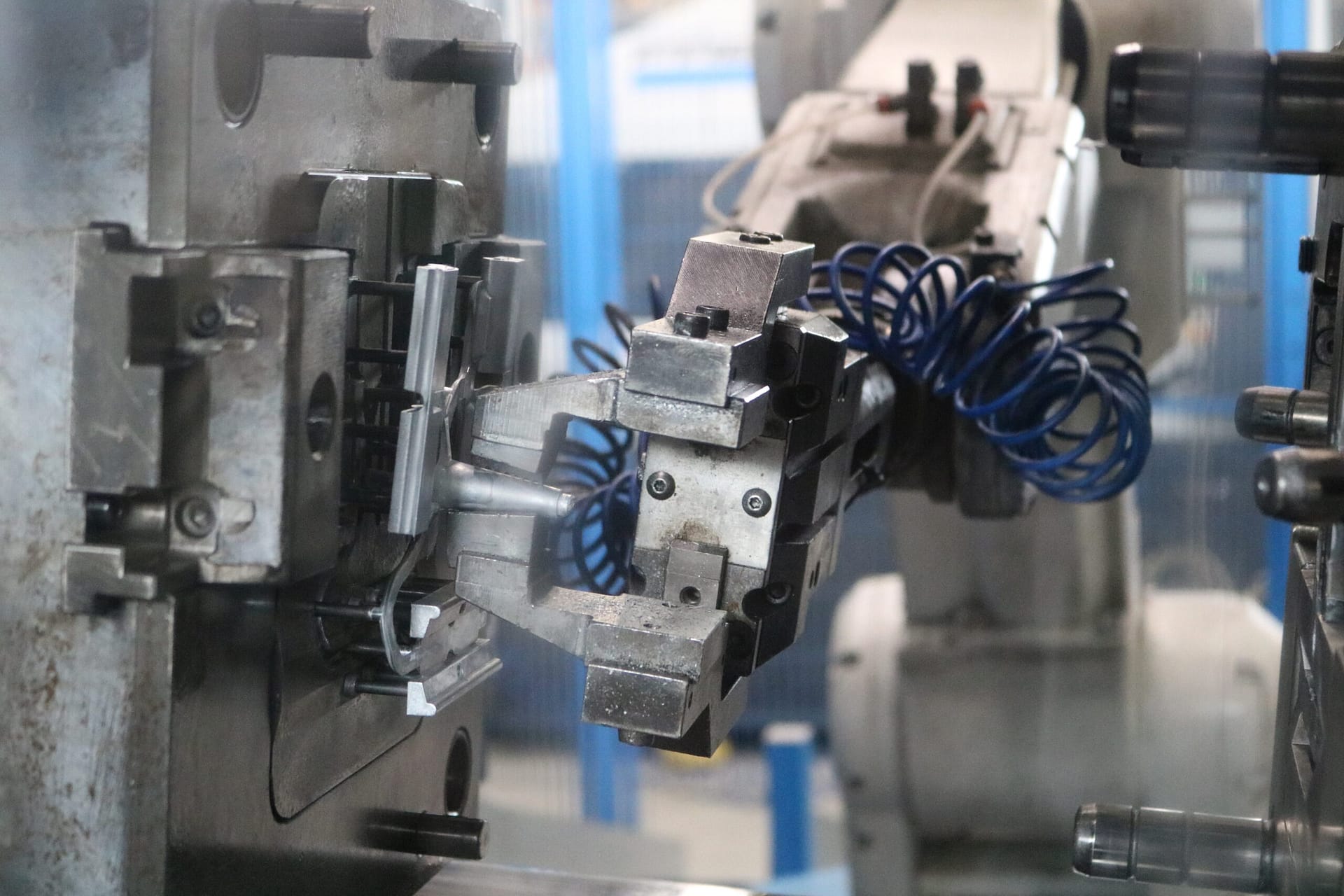
Procédé de Moulage sous Pression à Chambre Chaude
Les alliages zamak sont transformés exclusivement par moulage sous pression à chambre chaude (HCDC), le procédé le plus efficace pour les alliages à base de zinc.

Fonctionnement de la chambre chaude
Dans le moulage sous pression à chambre chaude, le système d’injection est immergé dans le métal fondu à l’intérieur du four de fusion. Contrairement au moulage à chambre froide (utilisé pour l’aluminium), il n’est pas nécessaire de transférer le métal fondu du four à la chambre d’injection — le piston pompe directement depuis le creuset, accélérant le cycle de production.
Un cycle typique dure entre 15 et 45 secondes et se compose de quatre phases :
- Fermeture du moule — les deux moitiés du moule sont serrées avec des forces de 20 à 90 tonnes
- Injection — le piston pousse le zamak fondu à des vitesses de 2–5 m/s et des pressions de 150–350 bar
- Refroidissement et solidification — le zamak se solidifie rapidement (3–15 secondes)
- Ouverture et éjection — le moule s’ouvre et les éjecteurs expulsent la pièce finie
Avantages du procédé à chambre chaude
Par rapport au moulage à chambre froide, la chambre chaude offre : temps de cycle 40–60 % plus rapides, moins d’oxydation, durée de vie du moule jusqu’à 2 millions de coups (contre 100 000–200 000 pour l’aluminium) et consommation d’énergie réduite de 30 %.
Chez Micrometal, nous utilisons 11 presses à chambre chaude de Frech, Agrati et Italpresse — forces de serrage de 20 à 90 tonnes.
Grades d’Alliages Zamak
Les principaux grades utilisés en HCDC, normalisés selon EN 12844 :
ZP3 (Zamak 3) — L’alliage universel
Le ZP3 est l’alliage zamak le plus utilisé au monde, représentant environ 70 % de toute la production de pièces moulées en zinc. Avec 4 % d’aluminium, 0,04 % de magnésium et sans cuivre, il offre le meilleur équilibre entre propriétés mécaniques, fluidité et stabilité dimensionnelle. Résistance à la traction : 280 MPa, allongement : 10 %, dureté : 82 HB. Choix privilégié pour les composants de serrures et sécurité.
ZP5 (Zamak 5) — Résistance supérieure
Le ZP5 ajoute 0,75–1,25 % de cuivre, augmentant la résistance à 331 MPa. Idéal pour les composants automobiles soumis à des charges cycliques. Nécessite un contrôle strict des températures (±3 °C).
ZP2 (Zamak 2) — Performance maximale
Avec 2,5–3 % de cuivre, le ZP2 atteint 374 MPa et 95 HB — le sommet des performances mécaniques. Adapté aux engrenages, cames et composants à forte usure.
ZP8 (Zamak 8 / ZA-8)
Le ZP8 se distingue par 8,4 % d’aluminium. Densité inférieure (6,3 g/cm³ contre 6,6). Moins adapté aux géométries complexes ou parois très minces.
Consultez notre article Alliages Zamak ZP3, ZP5, ZP2, ZP8 : Différences et Applications.
| Alliage | Traction (MPa) | Dureté HB | Allongement | Idéal pour |
|---|---|---|---|---|
| Zamak 3 ⭐ Le plus utilisé | 308 MPa | 97 HB | 6,3 % | Usage général |
| Zamak 5 | 331 MPa | 114 HB | 3,6 % | Automobile, pièces structurelles |
| Zamak 2 | 397 MPa | 130 HB | 6 % | Composants mécaniques haute charge |
| Zamak 7 | ~280 MPa | ~85 HB | 10 %+ | Parois minces, géométries complexes |
| Zamak 8 | 374 MPa | 120 HB | 1,5 % | Service à haute température, résistance au fluage |
Source : EN 12844 / IZA
Zamak vs Autres Matériaux — Propriétés Clés
Données comparatives : EN 12844 (Zamak), EN 1706 (Aluminium), EN 1753 (Magnésium) et IZA :
Le choix du matériau en moulage sous pression dépend de multiples facteurs. Le zamak est en concurrence avec l’aluminium, le laiton et les plastiques techniques.
Zamak vs Aluminium
Le zamak offre des avantages décisifs : température de fusion 40 % inférieure (400 °C contre 660 °C) avec 30 % d’économies d’énergie, durée de vie du moule 10–20× supérieure, meilleure précision (±0,05 mm contre ±0,1 mm) et temps de cycle plus rapides. L’aluminium est préférable pour le poids (densité 2,7 contre 6,6 g/cm³) ou les températures supérieures à 120 °C.
En savoir plus : Zamak vs Aluminium →
Zamak vs Laiton
Le zamak coûte 30–50 % moins cher que le laiton à volume égal, avec un point de fusion beaucoup plus bas (400 °C contre 900–940 °C). Le laiton est supérieur en milieu marin et à haute température.
En savoir plus : Zamak vs Laiton →
Zamak vs Plastique
Le zamak surpasse les plastiques en résistance mécanique (280–374 MPa contre 30–80 MPa), rigidité, résistance thermique et blindage EMI. Le plastique convient pour de grands volumes de pièces légères sans exigences mécaniques strictes.
En savoir plus : Zamak vs Plastique →
| Propriété | Zamak 3 | Zamak 5 | AlSi9Cu3 | AZ91 Mg | Acier | ABS |
|---|---|---|---|---|---|---|
| Résistance traction (MPa) | 308 | 331 | 317 | 200–260 | 440 | 25–65 |
| Limite élasticité (MPa) | 268 | 295 | 159 | 111–170 | 345 | 25–65 |
| Dureté (Brinell) | 97 | 114 | 75 | 63–85 | 131 | — |
| Résistance chocs (J) | 46 | 52 | 3,4 | 3,7–6 | 16,9 | 0,4–6,4 |
| Densité (g/cm³) | 6,7 | 6,7 | 2,79 | 1,82 | 7,87 | 1,02–1,21 |
| Temp. fusion (°C) | 381–387 | 380–386 | 538–593 | 468–598 | >1400 | 260 |
| Épaisseur min. paroi (mm) | 0,4 | 0,4 | 1,3 | 1,2 | — | Variable |
| Cadence (coups/h) | 200–3 600 | 200–3 600 | 30–350 | 40–2 400 | — | 100–400 |
Sources : EN 12844, EN 1706, EN 1753, IZA, MatWeb.
Avantages du Moulage sous Pression Zamak
Tolérances de 0,05 mm directement depuis le moule.
Pièces chromables, peignables ou polissables sans pré-traitement.
Les avantages du moulage zamak vont bien au-delà des propriétés du matériau.
Avantages économiques
- Coût d’outillage amortissable — moules jusqu’à 2 millions de coups
- Temps de cycle rapides — 15–45 secondes par pièce, 80–240 pièces/heure
- Réduction de l’usinage — tolérances de ±0,05 mm
- Économies d’énergie — 30 % de moins que le moulage aluminium
Avantages techniques
- Géométries complexes — filetages, contre-dépouilles et nervures minces
- Parois minces — jusqu’à 0,3 mm, impossible avec aluminium ou laiton
- Inserts et surmoulage — inserts métalliques, caoutchouc et plastique en un seul cycle
- Excellente finition — idéale pour les traitements galvaniques sans préparation
Applications Industrielles
La polyvalence du zamak le rend adapté à une gamme exceptionnellement large de secteurs industriels. Chez Micrometal, depuis 1991, nous servons des clients dans plus de 10 secteurs avec des composants de 5 g à 700 g.
Serrures & Sécurité
Cylindres, poignées, mécanismes de haute précision.
Voir composants serrures →
Automobile
Composants intérieurs, supports fonctionnels et structurels.
Voir composants automobile →
Électronique
Blindage EMI, boîtiers de précision, connecteurs.
Voir composants électronique →
Autres secteurs
Vannes gaz et régulateurs — corps de vannes, leviers, composants de régulation.
Mobilier et éclairage — charnières, poignées, pieds de lampes, accessoires.
Instrumentation et capteurs — boîtiers, supports, composants de précision.
Robinetterie — composants pour robinets et vannes.
Électroménager — pièces mécaniques et structurelles pour appareils domestiques.
Mode et maroquinerie — boucles, fermoirs, accessoires haut de gamme.
Chaque secteur exige des compétences spécifiques. Notre certification ISO 9001 garantit la traçabilité complète de chaque lot. L’industrie du moulage zamak continue de croître, portée par la demande de composants rentables et de haute précision. La recyclabilité totale du zamak ajoute un avantage de durabilité.
Limitations du Zamak
Connaître les limitations du zamak est essentiel pour une conception correcte.
Résistance thermique limitée (~120 °C) — au-delà, les propriétés mécaniques se dégradent. L’aluminium ou l’acier sont préférables à haute température.
Densité élevée (6,7 g/cm³) — environ 2,4 fois plus lourd que l’aluminium (2,79 g/cm³).
Fluage sous charge prolongée — sous des charges statiques constantes à long terme, le zamak peut se déformer lentement.
Résistance à la corrosion — nécessite un traitement de surface en environnements agressifs. Les traitements galvaniques résolvent ce problème dans la plupart des cas.
Ces limitations sont gérables avec des pratiques DFM correctes. Le ZP8 offre une meilleure résistance au fluage, et des traitements de surface appropriés prolongent la durée de vie bien au-delà de 10 ans.
Tolérances Dimensionnelles et Qualité de Surface
Un des avantages les plus significatifs du moulage zamak est la capacité d’atteindre des tolérances très serrées directement depuis le moule, sans usinage secondaire.
Les tolérances dépendent de la dimension nominale, de la géométrie et de l’état du moule. Tableau selon EN 12844 :
| Dimension nominale | Tolérance standard | Tolérance de précision |
|---|---|---|
| Jusqu’à 6 mm | ±0,05 mm | ±0,03 mm |
| 6–30 mm | ±0,08 mm | ±0,05 mm |
| 30–120 mm | ±0,12 mm | ±0,08 mm |
| 120–400 mm | ±0,20 mm | ±0,12 mm |
Valeurs selon EN 12844.
La rugosité de surface directement depuis le moule varie de Ra 0,8 à Ra 1,6 µm. Chez Micrometal, plus de 80 % des composants ne nécessitent aucun usinage secondaire. L’épaisseur de paroi minimale est de 0,3 mm, contre 1,2–1,5 mm pour l’aluminium.
En bref — Questions clés pour votre projet
Combien de pièces minimum pour que le moulage zamak soit rentable ?
Le seuil économique se situe autour de 5 000–10 000 pièces/an pour amortir le moule. En dessous de 3 000 pièces/an, envisagez l’impression 3D ou l’usinage CNC. Entre 3 000 et 10 000, le seuil de rentabilité dépend de la complexité géométrique.
Combien de temps du prototype à la production série ?
Environ 6–10 semaines : prototypes 3D en 3–7 jours, conception du moule 2–3 semaines, construction du moule 4–6 semaines, échantillonnage et validation 1–2 semaines. La co-conception DFM réduit les cycles de révision et accélère le time-to-market.
Combien de temps dure un moule ? Quelle garantie offre Micrometal ?
Micrometal garantit chaque moule pour un minimum de 400 000 coulées sans frais de maintenance à la charge du client, grâce à des aciers de première qualité et des traitements thermiques de pointe (détails sur la page Moules). Techniquement, un moule bien géré atteint 1,5–2 millions de coulées totales : le zamak a un choc thermique très réduit par rapport à l’aluminium, donc la durée de vie utile est 10–20× supérieure à géométrie équivalente.
Zamak, aluminium ou plastique — comment choisir ?
Zamak pour le détail fin, tolérances serrées et poids contenu (densité 6,7 g/cm³, finitions galvaniques parfaites). Aluminium pour grandes pièces, charges structurelles et légèreté maximale (2,7 g/cm³). Plastique pour très gros volumes et coût minimum, mais tolérances et résistance inférieures.
Quelles finitions de surface sont disponibles ?
Vibro-finition, sablage, ébavurage thermique comme opérations de base. Traitements galvaniques : nickelage, chromage brillant/satiné, zingage, cuivrage. Peinture poudre ou liquide en toute couleur RAL. Toutes les finitions sont compatibles avec le zamak sans prétraitements spéciaux.
FAQ — Questions Fréquentes
Quel est l’alliage zamak le plus utilisé ?
Le Zamak 3 (ZP3) représente environ 70 % de la production mondiale de pièces moulées en zinc. Il offre le meilleur équilibre entre résistance, fluidité et coût.
Le zamak est-il meilleur que l’aluminium ?
Cela dépend de l’application. Le zamak offre une précision supérieure (±0,05 mm contre ±0,1 mm), des temps de cycle plus rapides et une durée de vie du moule jusqu’à 20 fois supérieure. L’aluminium est préférable pour le poids (densité 2,7 contre 6,7 g/cm³) ou au-dessus de 120 °C.
Quelles tolérances sont atteignables ?
Des tolérances de ±0,05 mm directement depuis le moule, sans usinage secondaire. Rugosité de surface Ra 0,8 µm.
Quelle est la durée de vie d’un moule zamak ?
1,5 à 2 millions de coups, soit 10 à 20 fois plus que les moules pour aluminium.
Le zamak est-il recyclable ?
Oui, recyclable à 100 % sans perte de propriétés. Les chutes de production et pièces en fin de vie sont refondues et réutilisées.
Quelles finitions de surface pour le zamak ?
Chromage, nickelage, zingage, peinture, passivation et bien d’autres. La finition depuis le moule est déjà de haute qualité.
Température maximale d’utilisation ?
Environ 120 °C. Au-delà, les propriétés mécaniques se dégradent. L’aluminium ou l’acier est recommandé à haute température.
Besoin de composants moulés en zamak ?
Envoyez votre dessin technique et recevez un devis sous 24/48 heures.
Approfondissements depuis notre blog
Notre Blog
Moulage sous pression zamak en chambre chaude : comment fonctionne le procédé
Température de fusion zamak moulage sous pression : guide technique complet
Anodisation zamak : pourquoi ça ne fonctionne pas et quelles alternatives galvaniques choisir
Argenture galvanique sur zamak : comment fonctionne le procédé
Tonnelage zamak : principe, paramètres de cycle et utilisation en pré-galvanique
Pour aller plus loin sur Micrometal
- Formation et Ressources Humaines — la formation continue de notre équipe production garantit la qualité des composants zamak livrés.
- Secteur mode & maroquinerie — composants zamak pour accessoires haut de gamme.
- Certifications qualité — ISO 9001:2015 et conformité matière.
Service Fonderie Zamak en Italie: Comment Travaille Micrometal
Cherchez une fonderie zamak en Italie pour votre projet? Micrometal S.R.L. est une fonderie de moulage sous pression zamak établie à Erbusco (Brescia), Lombardie, qui sert des acheteurs B2B en Europe depuis 1991. Voici un résumé clair de ce que nous faisons, comment nous opérons et comment obtenir un devis, pour évaluer rapidement la compatibilité avec votre supply chain.
Qui est Micrometal: profil de la fonderie
- Type: fonderie dédiée moulage sous pression zamak / alliages zinc chambre chaude (pas d’aluminium, pas de laiton — focus 100% alliages zinc EN 12844)
- Localisation: Erbusco (BS), Lombardie, Italie — 1h de l’aéroport cargo de Milan Malpensa
- Fondation: 1991 (35+ ans d’expérience moulage zamak)
- Capacité usine: 11 presses chambre chaude (7 standalone Agrati/Italpresse + 4 cellules robotisées Frech DAW 80 avec Kawasaki/ABB), force fermeture 20–90 t, débit mensuel ~75 000 kg de pièces zamak
- Certifications: ISO 9001:2015 management qualité, matériaux RoHS, supply chain conforme REACH
- Sweet spot dimensionnel: 0,5 g à 1,5 kg par pièce, idéal pour composants de précision 5–500 g
Capacités et processus core de la fonderie
Notre fonderie de moulage zamak couvre toute la chaîne de processus du co-design (DFM) jusqu’à l’expédition de la pièce finie, ainsi vous travaillez avec un seul fournisseur au lieu de coordonner plusieurs sous-traitants:
| Étape | Ce que nous livrons |
|---|---|
| Co-design / revue DFM | Revue ingénierie gratuite de votre CAO: épaisseurs paroi, dépouilles, attaques, layout éjecteurs. Risques signalés avant la coupe d’outillage. |
| Conception & fabrication moule | Engineering interne avec inserts acier H13, multi-empreintes de 1 à 16+, durée de vie outillage 1,5–2,0 millions de tirs sur ZP3 standard. |
| Moulage chambre chaude | Alliages zamak ZP3/ZP5/ZP2/ZP8 selon EN 12844, fusion à 420 °C, temps cycle 5–10 s, tolérances jusqu’à ±0,05 mm directement du moule. |
| Ébavurage, vibrofinition | Opérations secondaires internes: découpe attaque, ébavurage vibratoire (Ra 0,8–1,6 µm), grenaillage si requis. |
| Finition de surface | Réseau de partenaires pour chromage, nickelage, peinture, e-coating — gestion end-to-end par notre équipe projet. |
| Contrôle qualité & traçabilité | Inspection dimensionnelle MMT, traçabilité lot par codes, documentation PPAP/IMDS complète sur demande pour clients automobile. |
Secteurs que nous servons
En plus de 35 ans, notre fonderie zamak a fourni des composants pour serrures et sécurité, automobile (pièces ceintures, boutons, leviers), vannes gaz et robinetterie (pièces réglementées, certifiées), électronique (blindage EMI, micro-précision), mobilier et éclairage, instrumentation et capteurs, mode et maroquinerie. Voir nos pages secteur dédiées serrures & sécurité, automobile, électronique.
Pourquoi choisir une fonderie zamak italienne vs alternatives far-shore
- Lead time: first-article en 6–8 semaines vs 14–20 far-shore. Production série 3–4 semaines vs 8–12 shipping Asie.
- Communication: réponse same-day, project management en français/anglais/italien/allemand/espagnol, pas de décalage horaire avec clients UE.
- Conformité: alignement REACH/RoHS/ELV natif, PPAP et certificats matière inclus par défaut.
- Propriété outillage: les moules client restent dans notre usine ou peuvent être transférés en fin de projet — pas d’ambiguïté IP.
- Durabilité: progression ISO 14001, autoconsommation photovoltaïque, récupération zamak 100% en boucle fermée.
Comment demander un devis à notre fonderie zamak
- Envoyez le fichier STEP/IGES (ou plan 2D avec tolérances critiques) via la page contact.
- Indiquez le volume annuel estimé et secteurs cible.
- Réponse sous 24 heures avec note de faisabilité DFM et estimation outillage + prix pièce.
- Si vous procédez, offre engageante (NDA sur demande) avec timeline PPAP et lead time.
📩 Prêt à devis votre projet? Envoyez CAO et volume à notre fonderie zamak — première note de faisabilité sous 24h. Qualité italienne, lead times UE.